全国服务热线137-2825-2892






















-
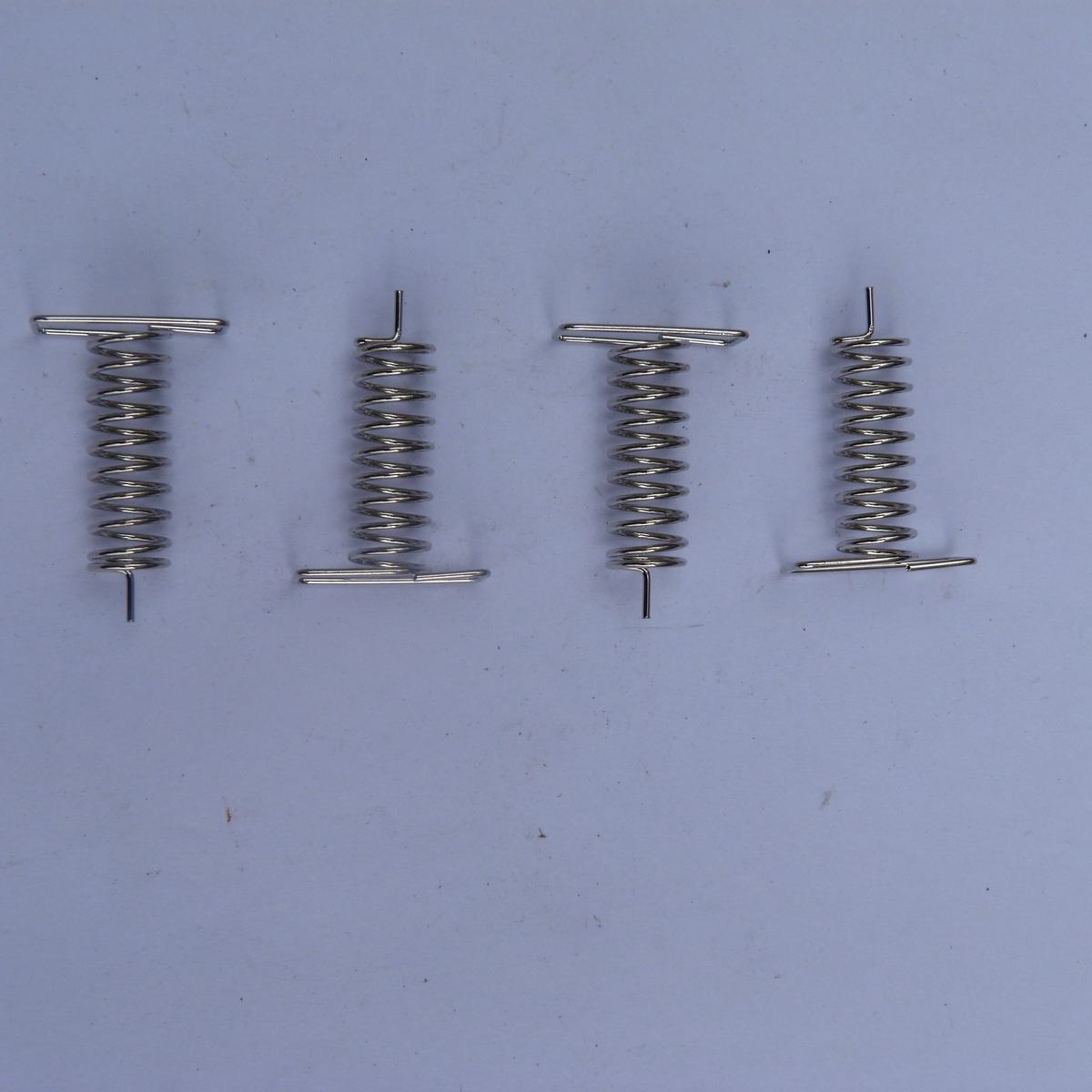
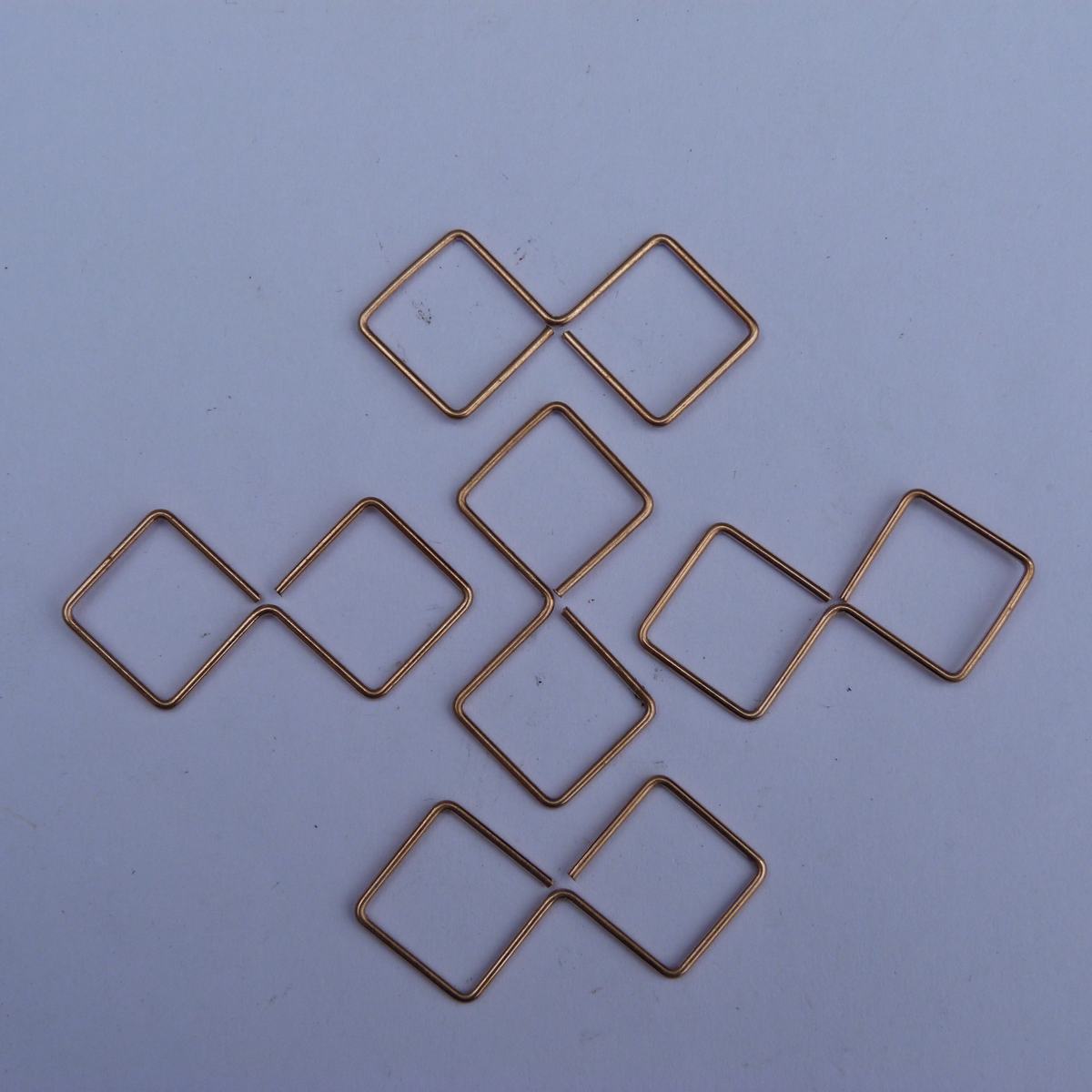
 品质多年 实力铸就专业生产各种“精密弹簧、自动车床位、五金冲压件”,我们能为各行业的客户配套生产“电子产品、电器产品、玩具、通讯设备、摄像机、灯饰、汽车、机械、计算机、服装饰品、印刷纸品
品质多年 实力铸就专业生产各种“精密弹簧、自动车床位、五金冲压件”,我们能为各行业的客户配套生产“电子产品、电器产品、玩具、通讯设备、摄像机、灯饰、汽车、机械、计算机、服装饰品、印刷纸品
-
 专注专业 荣誉加冕ISO9001:2000认证
专注专业 荣誉加冕ISO9001:2000认证
完善的质量管理体系是生产优良产品和服务的可靠保证
多年的丰富经营经验及精干的营销队伍
-
 专业团队 科技创新凭借稳定的具有丰富生产管理经验、品质管理经验及精湛技术的员工队伍,协助客户解决弹簧零件、自动车床位、五金冲压件的专业难题
专业团队 科技创新凭借稳定的具有丰富生产管理经验、品质管理经验及精湛技术的员工队伍,协助客户解决弹簧零件、自动车床位、五金冲压件的专业难题
-
 售后服务 保障系统坚持“以人品成就名品”的理念,24小时解决客户问题,让您真正使用无忧,一次合作,终生朋友!
售后服务 保障系统坚持“以人品成就名品”的理念,24小时解决客户问题,让您真正使用无忧,一次合作,终生朋友!

东莞市樟木头志诚五金制品厂,专业生产各种“精密弹簧、自动车床位、五金冲压件”,我们能为各行业的客户配套生产“电子产品、电器产品、玩具、通讯设备、摄像机、灯饰、汽车、机械、计算机、服装饰品、印刷纸品、五金塑胶产品”的“精密弹簧、自动车床位、五金冲压件”等小五金产品。
生产产品的原产料均选用优质的进口、国产的环保与非环保材料,满足客户的不同需求。
坚持“诚信、团结、求实、高效、进取、创新”的精神,贯彻“优良品质、准时交货、合理价格、优质服务、满足需求、持续改进”的经营理念,以“品质求生存、速度求发展、服务求信誉”为目标。
以人为本,重视人才的培养,励精图治。凭借稳定的具有丰富生产管理经验、品质管理经验及精湛技术的员工队伍,协助客户解决弹簧零件、自动车床位、五金冲压件的专业难题,为广大新老客户提供优质的产品、良好的服务。产品质量及服务深获客户的好评与信赖,在同行树立了良好的形象。
生产产品的原产料均选用优质的进口、国产的环保与非环保材料,满足客户的不同需求。
坚持“诚信、团结、求实、高效、进取、创新”的精神,贯彻“优良品质、准时交货、合理价格、优质服务、满足需求、持续改进”的经营理念,以“品质求生存、速度求发展、服务求信誉”为目标。
以人为本,重视人才的培养,励精图治。凭借稳定的具有丰富生产管理经验、品质管理经验及精湛技术的员工队伍,协助客户解决弹簧零件、自动车床位、五金冲压件的专业难题,为广大新老客户提供优质的产品、良好的服务。产品质量及服务深获客户的好评与信赖,在同行树立了良好的形象。